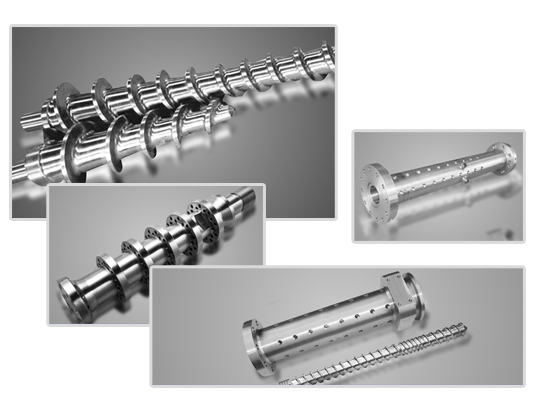
Injection molding machine plasticizing screw has conveying, melting, mixing, compression, metering and exhaust functions, plays a very important role in the plastics quality is a key factor affecting the quality of plastics.
Screw a few crucial parameters affecting the quality of plastics, generally in accordance with the following principles to select injection molding machine screw:
1, a screw diameter (D)
a, with the desired injection volume related: Injection volume = 1/4 * π * D2 * S (injection stroke) * 0.85;
b, in general, a screw diameter D is inversely proportional to the maximum injection pressure, and is proportional to the plasticizing capacity.
2, the conveyor section
a, responsible for conveying plastic, push and preheating, should ensure preheated to melting point;
b, crystalline plastic should be long (eg: POM, PA), followed by amorphous material (such as: PS, PU, ??ABS), heat-sensitive shortest (such as: PVC).
3, the compression section
a, responsible for mixing plastics, compression and exhaust pressure, through this period almost all starting material has melted, but not necessarily uniformly mixed;
b, in this area, gradually melted plastic, groove volume must be correspondingly decreased to decrease plastic geometric volume of correspondence, false otherwise feed pressure, heat slowly, the exhaust is bad;
c, generally accounting for more than 25% of the working length of the screw, but nylon (crystalline material) compression screw segment accounts for about 15% of the working length of the screw, high viscosity, flame resistance, low conductivity, high additives such as plastic screw, accounting for 40% \ 50% of the working length of the screw, PVC screw can be accounted for 100% of the working length of the screw, in order to avoid the intense shear heating.
4, metering section
a, usually accounts for 20 \ 25% of the working length of the screw, to ensure that all the plastic melt and temperature uniformity, mixing well;
b, metering section as long as good mixing effect, is easy to make too long melt residence too long to produce thermal decomposition temperature unevenness is easy to make too short;
c, PVC and other heat-sensitive plastic should not stay too long in order to avoid thermal decomposition, the shorter the available metering section metering section or not.
5, the feed groove depth, groove depth measure
a, feed the deeper the groove, the greater transport capacity, but need to consider screw strength, measuring the depth of the shallow groove, the plasticizing fever, mixing performance index is higher, but the metering groove depth is too shallow cut heat increases, increase the self-heating temperature rise too high, causing discoloration or burning plastic, particularly against heat-sensitive plastic;
b, metering screw groove depth = KD = (0.03 \ 0.07) * D, D increases, the K choose a small value.